Tôle d'aluminium anodisé blanc
La tôle d’aluminium anodisée blanche, c’est un peu « l’architecture en boîte ». À première vue, l'endroit semble calme, propre, presque silencieux. Mais sous cette surface blanche et douce se trouve un système de matériaux hautement sophistiqué : un alliage et une trempe d'aluminium spécifiques, une couche d'oxyde anodique contrôlée et souvent un processus de scellement soigneusement réglé qui garantit la durabilité de la finition. Pour les clients qui choisissent une feuille qui doit rester brillante, résister aux empreintes digitales et fonctionner à l'extérieur ou dans des intérieurs exigeants, l'anodisation blanche du point de vue de la « surface en tant que système » vous aide à acheter en toute confiance plutôt qu'au hasard.
Que signifie réellement « anodisé blanc »
L'anodisation n'est pas une peinture ni un placage. Il s’agit d’un processus de conversion qui permet de créer une couche d’oxyde d’aluminium à partir du métal de base lui-même. Cette couche est poreuse au début, ce qui lui permet d'accepter une coloration colorante ou électrolytique. « Anodisé blanc » fait généralement référence soit à un colorant très léger (presque blanc), soit à une couche anodisée naturelle combinée à un éclaircissement optique ou à une diffusion par microbillage, soit à un processus en deux étapes qui donne un aspect pâle, semblable à celui de la céramique. Le véritable « blanc de papier » est difficile avec l'anodisation seule car l'oxyde est translucide et la couleur de l'alliage de base influence le ton final. C'est pourquoi le choix de l'alliage et la préparation de la surface sont aussi importants que le bain d'anodisation.
D'un point de vue design, la tôle d'aluminium anodisé blanc se comporte comme une surface minérale : elle réfléchit doucement la lumière, cache mieux les petites rayures que les revêtements brillants et reste stable sous l'exposition aux UV car la couleur est dans ou sous une structure d'oxyde plutôt que dans un film organique.
Pourquoi l'alliage et la trempe décident tranquillement de votre apparence finale
Si vous voulez de la cohérence, commencez par la bonne famille d’alliages. Différents alliages contiennent différents niveaux de magnésium, de silicium, de cuivre, de manganèse et de fer, et ces éléments affectent la luminosité, l'apparence du grain et le risque d'« ombrage » ou de variation de ton après anodisation.
Les choix courants pour les feuilles anodisées blanches comprennent :
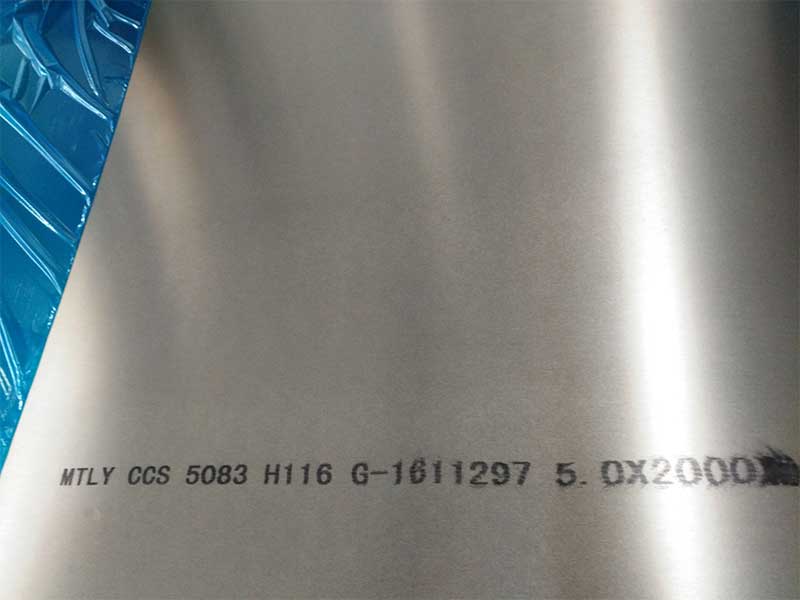
- Série 5000 (Al-Mg), comme 5052 ou 5083, appréciée pour sa résistance à la corrosion et son bon formage. Le 5052 est un choix fréquent pour les panneaux intérieurs décoratifs et les applications adjacentes au milieu marin.
- Série 6000 (Al-Mg-Si), telle que 6061 ou 6063, connue pour sa bonne réponse à l'anodisation et son aspect propre. Le 6063 est célèbre pour l'anodisation architecturale (en particulier les extrusions), et la feuille peut également être spécifiée lorsqu'un aspect anodisé plus uniforme est nécessaire.
L’humeur est l’autre moitié de l’histoire. Les états H14/H24 offrent un équilibre entre résistance et formabilité pour le travail de la tôle. La trempe O est la meilleure pour le formage en profondeur, mais peut montrer plus facilement des marques de manipulation de surface. Les états T6 (communs dans 6061) apportent une résistance élevée mais sont moins indulgents dans les virages serrés et peuvent présenter un grain ou des « lignes de roulement » plus prononcées si la finition du broyeur n'est pas optimisée.
La couche anodique : épaisseur, étanchéité et ce que ressentent réellement les clients
Les clients demandent souvent : « Est-ce que ça va durer à l'extérieur ? Le véritable déterminant est l’épaisseur du film anodique et la qualité du scellement.
Cours d'anodisation typiques que vous verrez sur les fiches techniques :
- Anodisation architecturale, généralement autour de 10-25 μm, utilisée pour les éléments de construction intérieurs et extérieurs à l'aspect contrôlé.
- Anodisation dure, d'environ 25 à 70 μm, utilisée pour la résistance à l'usure ; la couleur a tendance à être plus foncée ou plus mate, et le « blanc » devient plus difficile à obtenir.
Le scellement ferme les pores du film anodique, améliorant ainsi la résistance aux taches et réduisant le farinage. Un scellement à l'eau déminéralisée à chaud, un scellement à l'acétate de nickel ou un scellement à moyenne température peuvent être utilisés en fonction des objectifs de performance et des restrictions environnementales. Pour l'esthétique « blanche », le scellement est également l'endroit où la surface peut légèrement changer de ton, c'est pourquoi des fournisseurs réputés contrôlent étroitement la chimie du scellement.
Paramètres que les acheteurs doivent spécifier dès le départ
Pour acheter une tôle d'aluminium anodisé blanc avec des résultats reproductibles, il est utile de spécifier la finition comme vous le feriez pour une pièce mécanique : en termes mesurables.
les paramètres communément convenus entre le fournisseur et le client comprennent :
- Alliage et trempe, tels que 5052-H24, 6061-T6 ou 5005-H34 (le 5005 est souvent préféré pour une anodisation brillante et uniforme dans les applications architecturales).
- Épaisseur et tolérance de la feuille, généralement de 0,5 mm à 6,0 mm pour de nombreuses utilisations de revêtement et de fabrication, avec des tolérances plus strictes disponibles sur demande.
- Niveau de qualité de surface, tel que « architectural » ou « décoratif », avec des limites sur les marques de roulement, les piqûres et les rayures.
- Épaisseur d'anodisation, par exemple 15 µm, 20 µm ou 25 µm selon l'exposition et l'usure attendue.
- Cible de couleur et brillant, comme le blanc mat, satiné ou peu brillant ; l'anodisation blanche doit être approuvée par un échantillon de contrôle car l'éclairage modifie considérablement la blancheur perçue.
- Méthode de scellage et exigence de qualité, souvent vérifiées par des tests de scellage standards.
Des normes de mise en œuvre importantes dans les projets réels
La tôle d'aluminium anodisée blanche est généralement produite selon les normes d'anodisation reconnues. Les normes couramment référencées comprennent :
- ISO 7599 pour l'anodisation de l'aluminium et de ses alliages, couvrant les exigences générales et les propriétés du film.
- ISO 2143 pour la mesure de l'épaisseur du revêtement anodique par examen microscopique (avec d'autres méthodes non destructives également utilisées en production).
- ASTM B580 pour les revêtements d'oxyde anodique sur l'aluminium, largement utilisé en Amérique du Nord pour spécifier les types et les classes.
- AAMA 611 pour les attentes en matière de performances d'anodisation architecturale (souvent citées dans les discussions sur les façades de bâtiments, bien que les exigences du projet varient).
Dans les transactions commerciales, un fournisseur peut également proposer un contrôle interne des couleurs, des tolérances ΔE ou des accords de correspondance panneau à panneau, en particulier lorsque la feuille sera utilisée comme surface visible.
Une vision pratique des performances : corrosion, empreintes digitales et nettoyage
La feuille d'aluminium anodisée blanche fonctionne bien car l'oxyde d'aluminium est chimiquement stable, étroitement lié et résistant aux UV. Il résiste au pelage et au cloquage typiques de certains revêtements. Cela dit, la surface n’est pas à l’abri des alcalis puissants ou des nettoyants agressifs. Pour l’entretien de routine, des nettoyants au pH neutre et des chiffons doux protègent la finition. Dans les environnements côtiers ou industriels, un rinçage périodique aide à éliminer les sels et les contaminants qui peuvent tacher même les films anodiques scellés au fil du temps.
Pour les applications intérieures exigeantes en toucher, une surface anodisée blanc satiné peut mieux masquer les empreintes digitales qu'une peinture très brillante, en particulier lorsqu'elle est combinée avec une pré-finition mécanique fine comme un brossage ou une micro-gravure.
Tableau de composition chimique (gammes typiques)
La chimie exacte dépend de la norme d'alliage choisie (AA/EN). Le tableau ci-dessous présente les plages de composition typiques des alliages de tôles largement utilisés et favorables à l'anodisation. Les valeurs sont en pourcentage en poids.
| Alliage | Et | Fe | Cu | Mn | Mg | Cr | Zn | De | Al |
|---|---|---|---|---|---|---|---|---|---|
| AA5005 | 0,30 maximum | 0,70 maximum | 0,20 maximum | 0,20 maximum | 0,50-1,10 | 0,10 maximum | 0,25 maximum | 0,20 maximum | Équilibre |
| AA5052 | 0,25 maximum | 0,40 maximum | 0,10 maximum | 0,10 maximum | 2h20-2h80 | 0,15-0,35 | 0,10 maximum | 0,15 maximum | Équilibre |
| AA6061 | 0,40 à 0,80 | 0,70 maximum | 0,15-0,40 | 0,15 maximum | 0,80-1,20 | 0,04–0,35 | 0,25 maximum | 0,15 maximum | Équilibre |
Si votre projet donne la priorité à l'aspect anodisé blanc le plus brillant et le plus uniforme, des alliages comme le 5005 sont souvent choisis spécifiquement pour le contrôle de l'apparence, tandis que le 5052 est sélectionné lorsque la résistance à la corrosion et le formage sont tout aussi importants.
Où brille la feuille anodisée blanche
Vue du point de vue « surface en tant que système », la tôle d'aluminium anodisé blanc est une interface contrôlée entre le métal et l'environnement. Il offre une esthétique sobre et moderne pour les intérieurs d’ascenseurs, les panneaux d’appareils électroménagers, les systèmes de plafond, les luminaires de vente au détail, les supports de signalisation et les garnitures architecturales. Il apporte également une durabilité prévisible pour les applications semi-extérieures lorsque l'épaisseur et l'étanchéité sont correctement spécifiées.
https://www.aluminumplate.net/a/white-anodized-aluminum-sheet.html