Pourquoi une bulle en aluminium
Les gens décrivent souvent un défaut de surface sur une feuille d'aluminium comme un « bouillonnement », comme si le métal était vivant et expirait. De loin, cela peut ressembler à ceci : de petits dômes, des cloques ou des zones surélevées qui apparaissent après le laminage, le formage, la peinture, le revêtement en poudre, l'anodisation ou même pendant le service. Du point de vue des matériaux, cependant, l’aluminium ne bouillonne pas comme le font les liquides. Ce que vous voyez, c'est la feuille révélant quelque chose qui s'y trouvait déjà - du gaz, de l'humidité, des inclusions, de la contamination ou des interfaces instables - poussé vers l'extérieur par la chaleur, la pression ou la chimie.
Une façon unique de comprendre le bullage de l’aluminium consiste à traiter la feuille comme une enveloppe scellée. Si quelque chose à l’intérieur de cette enveloppe se dilate, réagit ou perd son adhérence lorsque l’enveloppe est chauffée ou déformée, il tente de créer de l’espace. Le résultat est une ampoule.
À quoi ressemble le « bouillonnement » dans une feuille d’aluminium
En production réelle, « bulle d'aluminium » peut désigner plusieurs phénomènes liés :
Cloques surélevées après peinture ou revêtement en poudre, souvent visibles après durcissement au four
Cloquages après anodisation, parfois localisés dans le sens du laminage
Renflements après emboutissage profond, emboutissage ou pliage
Délamination souterraine qui ne devient visible qu'après exposition à la chaleur
Même si l’apparence peut être similaire, les causes profondes diffèrent. C'est à ce moment-là que les bulles apparaissent : avant l'enrobage, pendant le formage, pendant le durcissement ou après exposition sur le terrain.
Les principales causes, expliquées par « Pression + point faible »
Le bouillonnement de l’aluminium nécessite presque toujours deux ingrédients.
Source de pression : quelque chose qui se dilate ou génère du gaz
Point faible : une interface ou un défaut qui peut séparer
Hydrogène et humidité : la source de pression classique
L'hydrogène est le gaz le plus couramment impliqué dans la formation de cloques. Il peut être introduit lors de la fusion, de la coulée, d'un dégazage inapproprié, de déchets humides, de lubrifiants ou d'une contamination de l'eau. L'hydrogène est soluble dans l'aluminium liquide mais beaucoup moins soluble dans l'aluminium solide, donc lors de la solidification, il peut former une porosité. Cette porosité peut rester invisible jusqu'à un traitement ultérieur, lorsque la chaleur fait dilater le gaz.
Dans les lignes de revêtement, l'humidité ou le solvant piégé sous un revêtement peut également générer une pression pendant le durcissement. Si le prétraitement et le séchage ne sont pas contrôlés, le revêtement devient « l'enveloppe » et les substances volatiles piégées deviennent la « pression ».
Défauts de laminage, de recuit et piégés : le point faible
Même en cas de porosité, il est possible que vous ne voyiez pas de bulles avant le laminage, le recuit ou le traitement thermique de mise en solution. Le roulement peut allonger les vides. Le recuit peut permettre au gaz de fusionner. Le traitement thermique en solution pour les alliages traitables thermiquement peut développer suffisamment les défauts internes pour apparaître sous forme de cloques, en particulier sur des tôles ou des plaques plus épaisses.
Des points faibles peuvent également être créés par des inclusions non métalliques, des films d'oxyde ou une mauvaise liaison due à des défauts de coulée. Si un « film » d’oxyde est plié dans le métal pendant la coulée ou le laminage à chaud, il agit comme un plan de fissure préfabriqué. Chaleur et pression soulèvent ensuite la surface pour former une ampoule.
Contamination de surface : quand la bulle est en réalité un défaut de revêtement
De nombreuses « bulles » signalées par les utilisateurs finaux sont des cloques de revêtement plutôt que des cloques métalliques. Le métal est peut-être en bon état, mais l'interface entre l'aluminium et le revêtement échoue en raison d'huiles, de lubrifiants de roulement, d'empreintes digitales (chlorures), d'un revêtement de conversion insuffisant ou d'une étanchéité anodisée inappropriée. Lorsque le revêtement perd son adhérence, toute pression de vapeur interne rend le blister visible.
Alliage et trempe : pourquoi certaines feuilles bouillonnent plus que d'autres
Différents alliages d'aluminium et états se comportent différemment car ils diffèrent par leur composition, leur comportement en matière de précipitation et leurs voies de traitement typiques.
Les alliages non traitables thermiquement (séries 1000, 3000, 5000) ont souvent une excellente formabilité et sont couramment utilisés en tôle. Le bullage dans ces familles est souvent lié à des problèmes de propreté du moulage/laminage, de la porosité à l'hydrogène ou du processus de revêtement plutôt qu'à des cloques liées au traitement thermique.
Les alliages traitables thermiquement (séries 2000, 6000, 7000) peuvent être plus sensibles au cloquage lors du traitement thermique en solution ou de l'exposition à haute température. Si une porosité interne existe, les cycles thermiques plus élevés peuvent la faire apparaître. Dans les alliages 6xxx utilisés pour les tôles automobiles et architecturales, des cloques sont parfois découvertes après les cycles de cuisson de la peinture si le prétraitement et la propreté du substrat ne sont pas alignés.
L’humeur compte également. La trempe O entièrement recuite est plus douce, se forme facilement et peut « masquer » les défauts internes jusqu’à un chauffage ultérieur. Les états H (écrouis sous contrainte) ont différentes contraintes résiduelles qui peuvent influencer la façon dont les défauts s'ouvrent pendant le formage. Les trempes T (traitées thermiquement) nécessitent des étapes thermiques qui peuvent déclencher des cloques en cas de présence de gaz interne.
Les états de tôle courants et ce qu’ils impliquent :
O revenu : recuit, meilleure formabilité, mais un chauffage ultérieur peut révéler une porosité latente
H14/H24 : écroui (et partiellement recuit pour H24), stable au formage ; les cloques indiquent généralement des défauts de substrat ou des problèmes de préparation/revêtement de surface
T4/T6 (typique pour 6xxx) : implique un traitement en solution et un vieillissement ; l'exposition à la chaleur peut révéler des cloques internes liées aux gaz si la qualité est incohérente
Paramètres qui influencent le risque d'ampoules dans la pratique
Les cloques ne sont pas aléatoires ; il répond à des paramètres mesurables.
La température et le temps de trempage sont les principaux déclencheurs. Des températures de durcissement plus élevées, des temps de séjour plus longs et des vitesses de rampe plus rapides augmentent la pression interne et adoucissent l'interface métal/revêtement.
L’épaisseur de la feuille est importante. Une feuille plus épaisse emprisonne les gradients de chaleur et peut contenir des pores plus grands liés au moulage, tandis qu'une feuille plus fine peut être plus sensible à la contamination de surface car le rapport revêtement/substrat est plus élevé.
La rugosité et la propreté de la surface sont déterminantes pour le cloquage du revêtement. La rugosité influence le mouillage ; la contamination réduit l’adhérence. Les produits chimiques de prétraitement et la qualité de l’eau déminéralisée influencent fortement la résistance aux cloques.
La sévérité de la formation compte. L'emboutissage profond et le cintrage à rayon serré peuvent ouvrir les stratifications ou la porosité souterraines, transformant un défaut invisible en un dôme visible.
Normes de mise en œuvre et points de contact du contrôle qualité
Dans la production et les achats, le contrôle des blisters est mieux géré en reliant les spécifications des tôles d'aluminium aux normes reconnues et aux contrôles de processus.
Les tôles et plaques d'aluminium sont généralement fournies selon la norme ASTM B209 (ou série EN 485 en Europe), qui définit la composition chimique, les propriétés mécaniques et les tolérances dimensionnelles. Pour les utilisations aérospatiales ou de haute fiabilité, des exigences supplémentaires en matière de qualité interne peuvent être spécifiées.
Pour les revêtements, les normes de prétraitement et de test sont tout aussi importantes. Les revêtements de conversion et l'anodisation sont généralement contrôlés par les spécifications du processus, et la résistance aux cloques est souvent vérifiée par des tests d'humidité, des tests au brouillard salin ou des tests d'adhésion après durcissement.
Les contrôles pratiques qui réduisent le risque de bulles comprennent le dégazage à l'état fondu, la filtration, les pratiques de coulée propres, l'inspection par ultrasons des plaques critiques, les programmes de laminage et de recuit contrôlés et le prétraitement/séchage discipliné avant le revêtement.
Tableau des propriétés chimiques (composition typique, % en poids)
Vous trouverez ci-dessous une référence concise pour les alliages de tôles d'aluminium courants. Les valeurs sont des maximums ou des plages typiques selon les normes communes ; les limites exactes dépendent de la spécification en vigueur (ASTM B209, EN 573, etc.).
| Alliage | Et (%) | Fe (%) | Cu (%) | Mn (%) | mg (%) | Zn (%) | Cr (%) | De (%) | Al |
|---|---|---|---|---|---|---|---|---|---|
| 1050 | 0,25 | 0,40 | 0,05 | 0,05 | 0,05 | 0,05 | - | 0,03 | Équilibre |
| 1060 | 0,25 | 0,35 | 0,05 | 0,03 | 0,03 | 0,05 | - | 0,03 | Équilibre |
| 1100 | 0,95 (Si+Fe) | - | 0,05 à 0,20 | 0,05 | - | 0,10 | - | - | Équilibre |
| 3003 | 0,60 | 0,70 | 0,05 à 0,20 | 1,0–1,5 | - | 0,10 | - | - | Équilibre |
| 5052 | 0,25 | 0,40 | 0,10 | 0,10 | 2,2 à 2,8 | 0,10 | 0,15-0,35 | - | Équilibre |
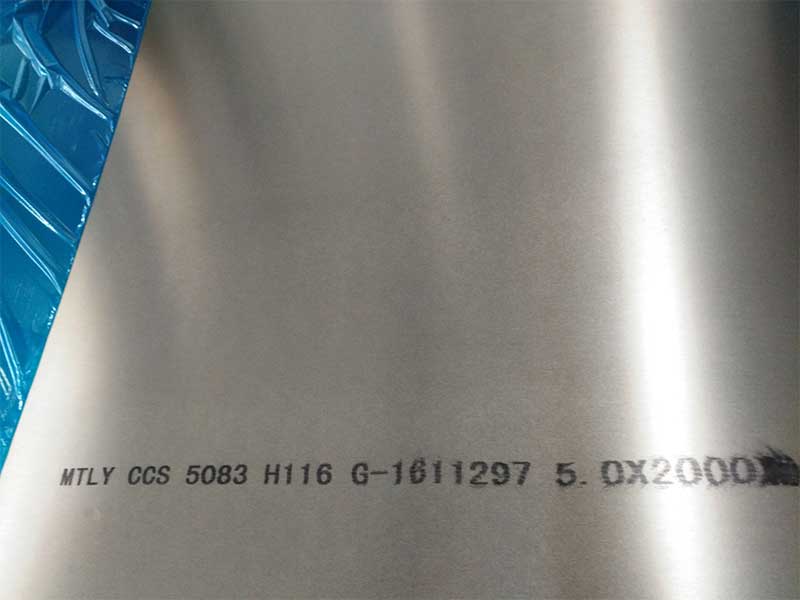
| 5083 | 0,40 | 0,40 | 0,10 | 0,40-1,0 | 4,0 à 4,9 | 0,25 | 0,05 à 0,25 | 0,15 | Équilibre |
| 6061 | 0,4 à 0,8 | 0,70 | 0,15-0,40 | 0,15 | 0,8 à 1,2 | 0,25 | 0,04–0,35 | 0,15 | Équilibre |
| 6063 | 0,2 à 0,6 | 0,35 | 0,10 | 0,10 | 0,45-0,9 | 0,10 | 0,10 | 0,10 | Équilibre |
Ce qu'il faut retenir du client : le bouillonnement est un problème de « système »
Du point de vue de la feuille, le bullage est rarement provoqué par un seul facteur. Il s'agit généralement de l'interaction entre la qualité du substrat, l'historique thermique, la préparation de la surface et le processus de finition. Si vous souhaitez des résultats sans ampoules, alignez ces éléments :
Choisissez un alliage et une trempe adaptés aux étapes de formage et de chauffage que vous utiliserez.
Spécifier clairement les normes (ASTM B209 / EN 485) et ajouter des exigences de qualité internes si nécessaire
Contrôlez les cycles thermiques lors du durcissement ou du traitement de la solution et évitez de piéger l'humidité/les solvants.
Exigez une grande propreté de la surface et une cohérence de prétraitement avant le revêtement ou l'anodisation
Lorsque l'aluminium « bulle », il ne se comporte pas mal, il communique. La feuille vous indique où le gaz a été piégé, où l'adhérence était faible ou où la chimie du processus et la température ont poussé le matériau au-delà d'une limite tranquille. En écoutant ce message, vous transformez un défaut esthétique en une variable contrôlable.