Анодированная зеркальная алюминиевая катушка
На первый взгляд катушка из анодированного зеркального алюминия выглядит как простой предмет: очень блестящая металлическая лента. Но за этой отражающей поверхностью скрывается тихое слияние металлургической химии, физики поверхности и строго контролируемой промышленной практики. Чтобы правильно понять этот материал, полезно думать о нем не как о «декоративном металле», а скорее как о калиброванном оптическом компоненте, поставляемом в форме катушки.
Вместо того, чтобы начинать с его применения, подумайте, насколько на самом деле неумолимо зеркало. Любое несовершенство подложки, несоответствие химического состава сплава или незначительное изменение роста оксидов немедленно проявляются в виде помутнения, искажения или изменения цвета. Именно поэтому история анодированного зеркального алюминия в рулонах действительно начинается не на линии отделки, а на литейной печи и прокатном стане.
Сплав под отражением
Анодированные поверхности зеркального качества требуют подложки, которая была бы одновременно оптически безопасной и удобной для анодирования. Именно поэтому производители редко выбирают для этой цели высокопрочные аэрокосмические сплавы. Эти сплавы богаты медью, цинком или магнием, что может вызвать неравномерный рост оксидов, точечную коррозию или изменение цвета во время анодирования.
Вместо этого катушка с зеркальным анодированием обычно производится из серий высокой чистоты или низколегированных марок, таких как 1xxx, 3xxx или некоторых марок 5xxx. Типичный выбор высокой отражательной способности, хорошей формуемости и чистого анодирования может выглядеть следующим образом:
- 1050/1085 для очень высокой чистоты и максимального зеркального отражения.
- 3003/3005, когда необходима умеренная прочность и лучшая формуемость.
- 5005, когда требуется структурная целостность и устойчивость фасада к атмосферным воздействиям.
Типичная таблица химического состава сплава, пригодного для зеркального анодирования (например, 5005), будет выглядеть следующим образом:
| Элемент | Типичный диапазон (мас.%) |
|---|---|
| И | ≤ 0,30 |
| Фе | ≤ 0,70 |
| Cu | ≤ 0,20 |
| Мин. | ≤ 0,20 |
| мг | 0,50–1,10 |
| Кр | ≤ 0,10 |
| Зн | ≤ 0,25 |
| Из | ≤ 0,10 |
| Ал | Баланс |
Низкие уровни меди и цинка помогают избежать проблемных интерметаллидов, которые мешают росту анодной пленки. Магний присутствует для прочности, но контролируется так, чтобы анодированная поверхность оставалась однородной и стабильной по цвету.
Чистота здесь не является маркетинговым ходом; это оптическая необходимость. Микроскопические включения или отдельные фазы рассеивают падающий свет и разрушают зеркальное отражение. То, что в таблице данных выглядит как «просто содержание сплава», с зеркальной точки зрения является картой потенциальных дефектов.
Закалка и плоскостность: механическая дисциплина для оптических характеристик
Обозначение состояния катушки из анодированного зеркального алюминия часто рассматривается как механическая сноска. На самом деле это вторая половина оптической истории.
Обычные сорта, такие как H14, H16 или H18, в холоднокатаном материале не просто определяют предел текучести. Они определяют, как катушка ведет себя при выравнивании напряжения, разрезании и формовании – и, таким образом, насколько хорошо конечная поверхность противостоит «апельсиновой корке», волнистости или искажениям, вызванным напряжением, которые портят зеркальное изображение.
Типичный диапазон свойств анодированной зеркальной катушки 5005-H14 толщиной 0,5 мм может быть следующим:
- Предел прочности: 140–185 МПа.
- Предел текучести: 110–150 МПа.
- Удлинение (А50): 5–10%
Этот баланс обеспечивает контролируемую формовку без глубоких поверхностных трещин или выступов на границах зерен, которые могут проявиться при отражении. Плоскость не менее важна. Кусок зеркального алюминия, который выглядит на столе визуально плоским, все равно может создавать забавные отражения, если не отрегулировать тщательное выравнивание и натяжение.
В результате получается материал, который механически скромен по структурным стандартам, но в то же время высокотехнологичен с точки зрения стабильности поверхности.
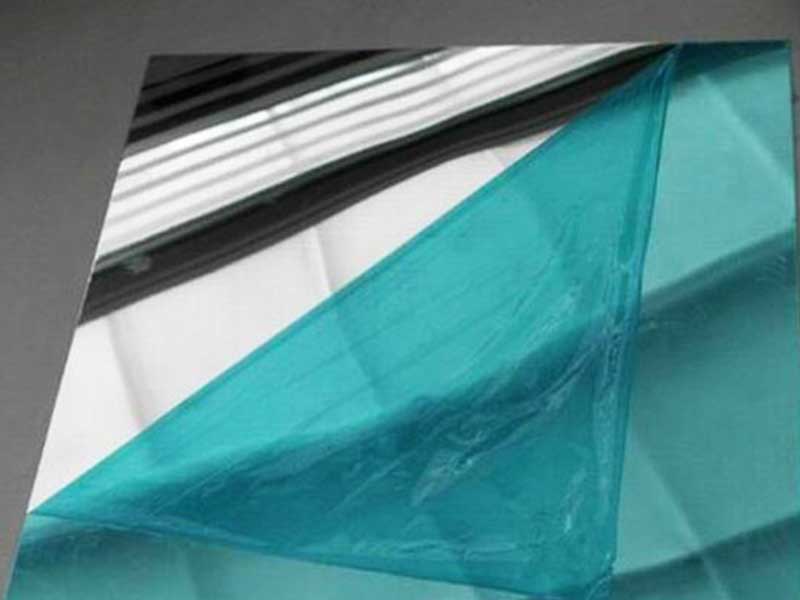
Зеркало, которое не просто полируют: технология предварительного анодирования поверхности
Катушка из анодированного зеркального алюминия — это не «просто анодированный полированный алюминий». Путь к истинному зеркальному уровню предполагает целенаправленный контроль на нескольких этапах:
- Прецизионная холодная прокатка для достижения заданной толщины с минимальной вибрацией поверхности.
- Специальная блестящая прокатка или механическая полировка для достижения блеска перед анодированием.
- Обезжиривание и щелочная или кислотная очистка для удаления остатков прокатки.
- Тонкое травление или химическое отбеливание, в зависимости от желаемого коэффициента отражения и текстуры поверхности.
Химическое осветление, часто с использованием растворов на основе азота и фосфора, слегка растворяет пики микрошероховатостей, обеспечивая более зеркальную основу. Каждый микрон шероховатости на этом этапе многократно усиливает свой эффект в дальнейшем. Для катушек с высокой зеркальностью коэффициент отражения перед анодированием может достигать более 80% еще до того, как образуется оксидная пленка.
Шероховатость поверхности, часто составляющая Ra 0,02–0,06 мкм для высококачественной зеркальной отделки, не является роскошью; это граница между «почти зеркальным» и настоящим зеркальным отражением.
Анодирование как контролируемое оптическое покрытие
Анодирование часто описывают как простой процесс окисления. Для зеркальной катушки эта фраза не отражает того, насколько на самом деле сконструирован оксид. Во время анодирования серной кислотой алюминиевая подложка превращается в пористый слой оксида алюминия, размер которого обычно составляет 3–25 мкм в зависимости от применения.
В зеркалах анодный слой выполняет несколько одновременных функций:
- Он фиксирует полированную металлическую поверхность снизу, сохраняя первоначальную оптическую геометрию.
- Он обеспечивает твердую, устойчивую к царапинам и коррозии кожуру.
- Он позволяет тонко настраивать цвет и отражательную способность, особенно в сочетании с крашением или электролитическим окрашиванием.
Типичные параметры анодной пленки для зеркальной катушки могут быть следующими:
- Толщина покрытия: 5–10 мкм для внутренних декоративных целей.
- Толщина покрытия: 15–20 мкм для наружных фасадов и архитектурных элементов.
- Твердость: около 300–500 HV в зависимости от условий процесса.
- Адгезия: неотъемлемая часть к подложке (нет границы раздела в общепринятом смысле, поскольку металл превращается в оксид).
Поскольку оксид прозрачен для видимого света, его микроструктура должна оставаться однородной. Неравномерное распределение пор, следы поджогов или микротрещины действуют как случайные линзы и рассеиватели, ухудшая качество зеркального отражения. Линия анодирования становится не просто станцией защиты от коррозии, а замаскированным предприятием по нанесению оптического покрытия.
Стандарты и повторяемость: от искусства к спецификации
Переход от «красивого блестящего металла» к промышленно полезной «анодированной зеркальной катушке» происходит, когда в стандартах определяются отражение, цвет, твердость и долговечность.
Змеевики архитектурного и фасадного назначения часто производятся в соответствии с духом или особенностями таких стандартов, как:
- EN 485 и EN 515 для кованого алюминия и характеристик закалки.
- EN 13523 или эквивалент для проверки свойств рулонного покрытия и свойств поверхности.
- ISO 7599 для анодирования алюминия и его сплавов (толщина, качество герметизации и коррозионная стойкость)
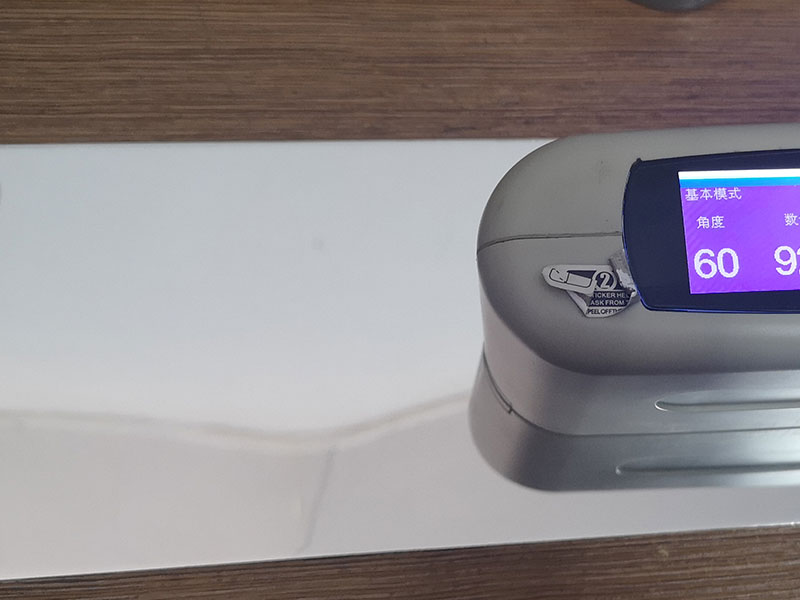
Оптические характеристики обычно характеризуются показателями полного отражения, зеркального отражения и блеска под определенными углами (часто 60° или 20°). Для зеркальных катушек с высокой зеркальностью обычно значения зеркального отражения превышают 80–85%, а единицы блеска могут превышать 800 при 60 °, в зависимости от условий измерения.
Согласованность цвета контролируется с использованием CIELAB или аналогичных цветовых пространств, при этом допуски ΔE часто ужесточаются для компонентов фасада, чтобы все поверхности здания оставались визуально однородными.
Эти стандарты превращают отражающую катушку в предсказуемый инженерный продукт. Дизайнер, выбирающий зеркальный алюминий для светильника, солнечного отражателя или внутренней облицовки, требует не просто «блестящего алюминия», но и точно повторяемого оптического и механического профиля.
За пределами внешнего вида: функция скрывается в отражении
Самый показательный способ подумать об катушке из анодированного зеркального алюминия — это понять, что на самом деле делает ее отражение на практике.
В системах освещения зеркальная поверхность перенаправляет свет с минимальным рассеянием, повышая эффективность светильника без изменения мощности лампы. Непрерывный формат катушки позволяет пробивать, сгибать и катать отражатели и линейные компоненты в любом масштабе, не жертвуя при этом отражательной способностью.
В приложениях солнечного и дневного освещения тщательно контролируемые зеркальные и рассеянные компоненты определяют, как концентрируется или распределяется солнечный свет. Анодированный зеркальный алюминий обеспечивает баланс отражательной способности, веса и коррозионной стойкости, с которым стеклянные зеркала не могут сравниться во многих наружных или крупномасштабных установках.
В архитектуре зеркальная поверхность имеет не только декоративное значение. Это помогает управлять визуальной глубиной, видимым объемом и воспринимаемой яркостью пространств. Твердость и устойчивость к ультрафиолетовому излучению анодной пленки обеспечивают длительную внешнюю долговечность, с которой трудно сравниться органическим покрытиям, особенно там, где желателен металлический вид без окраски.
Даже в потребительских товарах и электронике анодированное зеркальное покрытие имеет не только эстетическую ценность. Оксидный слой повышает устойчивость к отпечаткам пальцев, повышает износостойкость и обеспечивает поверхность, пригодную для лазерной маркировки, без отслаивания и расслоения.
Тихое пересечение дисциплин
На расстоянии анодированная зеркальная алюминиевая катушка представляет собой всего лишь яркую полосу металла. Вблизи он представляет собой пересечение проектирования сплавов, термомеханической обработки, подготовки поверхности, электрохимии и оптической техники. Каждая катушка хранит память о химическом составе литья, истории прокатки и условиях ванны анодирования.
Для клиентов и дизайнеров практический вывод ясен: выбирая катушку из анодированного зеркального алюминия, вы не просто выбираете отделку. Вы выбираете специально разработанную оптическую поверхность, характеристики которой зависят от семейства сплавов, состояния, шероховатости поверхности, толщины анодной пленки и соблюдения соответствующих стандартов. Чем точнее определены эти параметры, тем надежнее яркая зеркальная алюминиевая полоса будет работать далеко за пределами простого внешнего вида.
https://www.aluminumplate.net/a/anodized-mirror-aluminum-coil.html